Den ultimative guide til træborehoveder: Præcision, kraft og ydeevne i professionel træbearbejdning
Træborehoveder repræsenterer toppen af specialiseret boreteknologi til træbearbejdning. I modsætning til standard spiralbor eller spadebor har borehoveder et unikt spiraldesign, der leder snavs opad, samtidig med at de skaber exceptionelt rene, dybe huller med minimal indsats. Fra møbelproducenter til dørmontører bruger professionelle disse borehoveder til opgaver, der kræver præcision i dybde, diameter og finish - uanset om det drejer sig om at lave dyvelsamlinger, føre ledninger gennem bjælker eller installere cylindriske låse.
Kerneteknik og funktioner
1. Avanceret fløjtedesign og skæregeometri
- Flerskærskonfiguration: Premium-sneglebor har 3-4 spiralformede riller, der fungerer som transportbåndssystemer og effektivt skubbes træflis opad. Dette forhindrer tilstopning i dybe huller (op til 300-400 mm) og reducerer varmeophobning. Design med enkeltskær er egnet til blødere træsorter, mens varianter med fire skær er mere egnede til hårdttræ eller harpiksholdigt træ.
- Skruespidspilot: En selvfremførende skruespids på spidsen trækker boret ind i træet, hvilket eliminerer vandring og sikrer hullets nøjagtighed fra første omdrejning. Dette er i modsætning til spadebor, som kræver et fast tryk og ofte glider af sporet.
- Spirskærere: Slibede kanter på borets periferi skærer træfibrene rent, før hovedkroppen løfter materialet, hvilket resulterer i splintfri indgangs- og udgangshuller – afgørende for synligt sammensætning.
2. Skaftteknik for kraft og kompatibilitet
- Dominans med sekskantskaft: Over 80 % af moderne snegle bruger 6,35 mm (1/4″) eller 9,5 mm (3/8″) sekskantskaft. Disse låses sikkert i hurtigskiftepatroner (f.eks. slagnøgler) og forhindrer glidning under højt moment. SDS- og runde skafter er fortsat nichemuligheder for specialboremaskiner.
- Forstærket krave: Højbelastningsmodeller har en tyk stålkrave under skaftet, der forhindrer bøjning under aggressiv boring i tæt eg eller ahorn.
3. Materialevidenskab: Fra HSS til hårdmetal
- Hurtigstål (HSS): Industristandarden for balance mellem pris og holdbarhed. Bevarer skarpheden op til 350 °C og tåler 2-3 gange slibning. Ideel til almindeligt tømrerarbejde.
- Kulstofholdigt stål: Hårdere end HSS, men mere sprødt. Bedst til boring i store mængder blødt træ, hvor kantfasthed opvejer slagfasthed.
- Hårdmetalbespids: Har loddede wolframkarbidskær til boring i slibende kompositmaterialer, lamineret træ eller frossent træ. Holder 5-8 gange længere end HSS, men til en 3 gange højere pris.
Tabel: Sammenligning af borehovedmaterialer
| Materialetype | Bedst til | Borelevetid | Omkostningsfaktor |
|---|---|---|---|
| Højkulstofstål | Nåletræ, arbejde i store mængder | Medium | $ |
| Hurtigstål (HSS) | Hårdttræ, blandede materialer | Høj | $$ |
| Karbidspids | Kompositter, slibende træsorter | Meget høj | $$$$ |
Tekniske fordele i forhold til konventionelle bor
- Dybdekapacitet: Bor borer op til 10 gange deres diameter dybt (f.eks. 40 mm bor → 400 mm dybde) uden at sidde fast – uovertruffent med Forstner- eller spadebor.
- Hastighed og effektivitet: Skruespidsen trækker boret med 2-3 gange fremføringshastigheden for en spiralboremaskine og skærer 25 mm dybe huller i hårdttræ på under 5 sekunder med en boremaskine med 1.000 omdr./min.
- Præcisionstolerancer: Industrikvalitetsbor (f.eks. ISO9001-certificerede) holder diametre inden for ±0,1 mm, hvilket er kritisk for dyvelstifter eller låseinstallationer. Inkonsistente bor (f.eks. 1″ bor med 7/8″ drejning) fejler i styrede jigs, mens bor med ægte 1:1-forhold fungerer.
- Spånfjernelse: Riller fjerner 95%+ af affaldet, hvilket reducerer friktion og forhindrer, at "tilberedt træ" brænder på i huller dybere end 150 mm.
Tekniske specifikationer og udvælgelsesguide
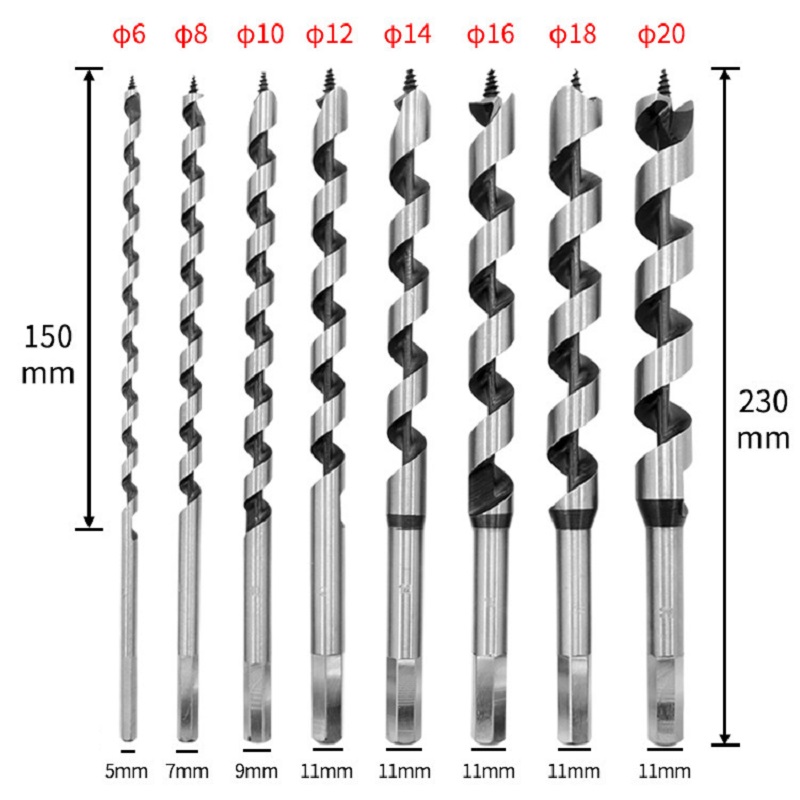
Størrelsesstandarder
- Diameterområde: 5 mm–100 mm (opgavespecifik):
- 6–10 mm: Dyvler, elektriske rør
- 15–40 mm: Låsecylindre, VVS-rør
- 50–100 mm: Bjælker, store bjælker
- Længdeklasser:
- Kort (90–160 mm): Skabe, dørlåshuller
- Lang (300-400 mm): Bindingsværk, dybe mortises
Belægninger og overfladebehandlinger
- Sort oxid: Reducerer friktion med 20% og giver mild korrosionsbestandighed. Standard til HSS-bor.
- Blankpoleret: Glat overflade minimerer harpiksens vedhæftning i fyr eller cedertræ. Almindelig i fødevaresikre anvendelser.
- Titaniumnitrid (TiN): Guldfarvet belægning for 4x slidstyrke; sjælden i snegle på grund af prisen.
Tabel: Skafttyper og kompatibilitet
| Skafttype | Værktøjskompatibilitet | Håndtering af moment | Brugsscenarie |
|---|---|---|---|
| Sekskant (6,35 mm/9,5 mm) | Slagskruetrækkere, hurtigspændeboremaskiner | Høj | Generel konstruktion |
| Rund | Traditionelle bøjler, håndboremaskiner | Medium | Fint træarbejde |
| SDS-Plus | Borehamre | Meget høj | Boring i træ med indlejrede søm |
Virkelige applikationer og professionelle tips
- Montering af dørlås: Brug bor med en diameter på 2,5 cm (med ægte 2,5 cm vrid) til låsehullerne. Undgå spadebor – de river slidkanter ud og skærer i dybe snit.
- Trækonstruktion: Kombiner 32 mm lange bor med en længde på 12″–16″ med højmomentbor (≥650 Nm) til rækværksstolper eller bjælkesamlinger. Tilsæt paraffinvoks til kanterne, når du borer i harpiksholdigt træ.
- Møbelfremstilling: Til dybelsamlinger skal du vælge bor, der er 0,1 mm bredere end dyvlerne, for at tillade klæbemidlets ekspansion.
Kvalitetssikring og certificeringer
Topproducenter overholder ISO 9001-standarderne og validerer hårdhed (HRC 62-65 for HSS), dimensionsnøjagtighed og belastningsprøvning. Borene gennemgår stikprøvekontrol for at sikre, at vridningsstyrken overstiger 50 Nm.
Konklusion: Den uundværlige træbearbejdningsarbejdshest
Træborehoveder forener århundreder gamle mekaniske principper med moderne metallurgi. Deres optimerede spånafgang, dybdekapacitet og præcision gør dem uerstattelige for professionelle, der værdsætter hastighed uden at ofre kvalitet. Når du vælger et bor, skal du prioritere certificerede HSS- eller hårdmetalbeskyttede modeller med sekskantskaft og flerskærsdesign – investeringer, der betaler sig tilbage i form af fejlfrie resultater og reduceret nedetid i værkstedet.
Opslagstidspunkt: 26. juli 2025